![]()
ISO 9001:2015 & ITAR Registered Coming Soon
STAMPINGS
We have extensive design and toolmaker experience with numerous stamping techniques including coining, deep drawing, blanking, shaving, precision, extruding, and flat springs. Our tonnage capability ranges up to 60 tons.
If you have a technically challenging or unusual metal formed part, contact us to discuss possible solutions. Working with a customer to solve a difficult forming project is our forte. This could include working with a customer to modify the part design to improve the manufacturability, prototyping, and assistance in determining appropriate materials and secondary operations.
We take pride in tackling the "impossible" projects that others often dismiss out of hand.
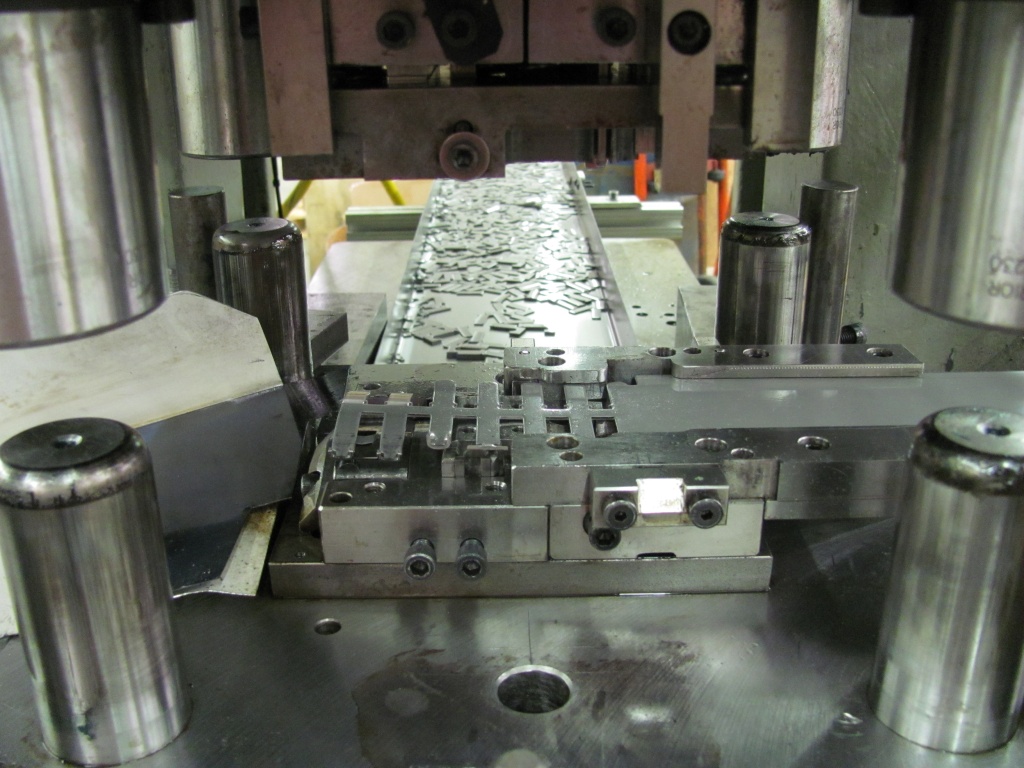
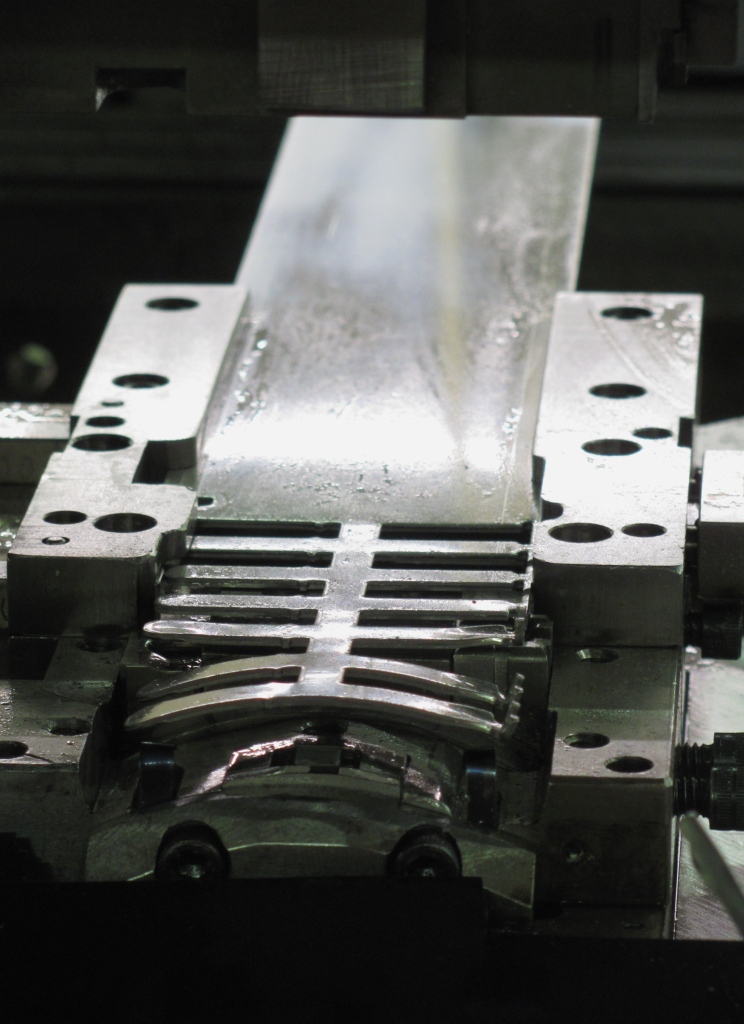
● PROGRESSIVE DIES
Progressive Die Tooling is a common method for producing high volume parts while providing excellent precision. A part is carried through a single die by a coil strip from station to station with each movement of the feed, progressively adding new features to the part in each station until the part is complete.
Progressive dies are fully automated, which allows for fast production and an economical piece part price. However, due to tool complexity, the tooling cost is typically higher than single station, hand loaded dies.
Higher precision is possible in progressive dies since the part is located and fed mechanically. The automation negates human error, allowing for tighter tolerances and more part consistency. We have past experience running parts with tolerances down to ± 0.0002” when the part geometry and inspection methods allow.
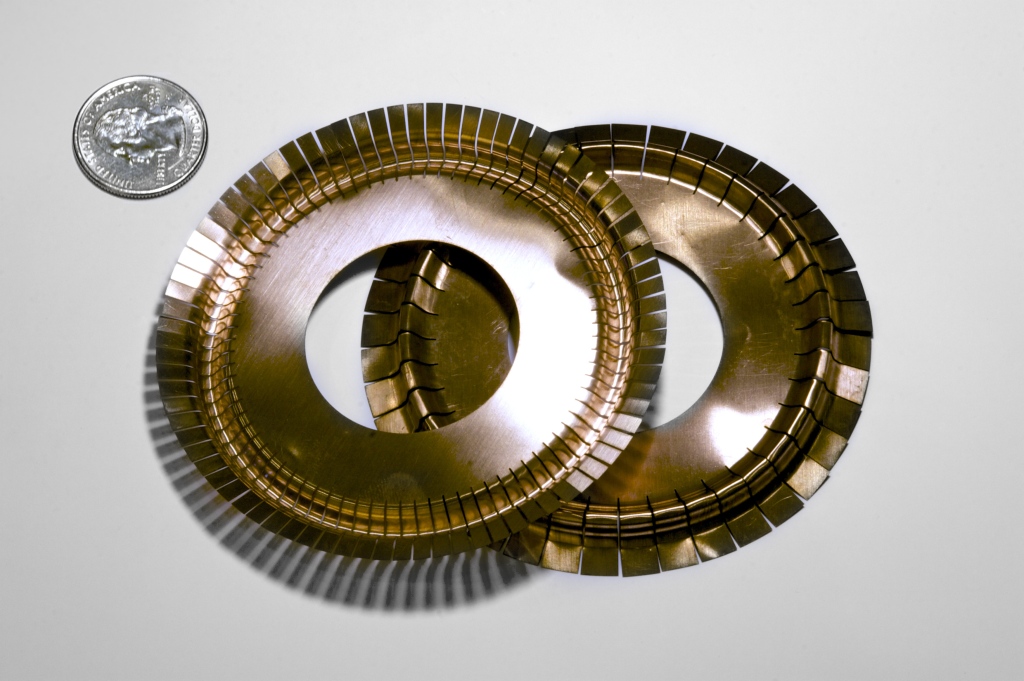
● SHORT RUN STAMPING
Short Run Stamping is a method for producing parts for a project with insufficient volume to justify the higher cost associated with a progressive tool. In this method, a part is manually transferred between one or more individual, hand loaded tools to form the various features required.
The tooling cost for short run stamping is less than progressive tools due to the reduced complexity in the design, build, and debug of the tooling. However, since the parts are manually loaded, the piece part price will be higher than that of a progressive die.
Short Run Stamping is run without a strip, which reduces material scrap. This can be important when using a costly, exotic material. Also, when material is unavailable in coil form, a short run tool can be used to produce parts using laser, waterjet, or EDM cut blanks cut from sheet material.
● MULTI-SLIDE / FOUR-SLIDE
Multi-Slide (or Four-Slide) Tooling can be the most cost effective method for producing parts with multiple bends. The Multi-Slide press is designed specifically to hit a part from all different directions, making it ideal to form parts with complex bends, even bends in multiple planes.
Material usage is typically less than other stamping methods and tooling cost for a Multi-Slide tool is less than that of a Progressive tool. However, setup time is longer with a Multi-Slide tool than on a Progressive tool. All of these factors are taken into account when determining the optimum stamping method for a project.
The Multi-Slide process is often used to produce springs, contacts, fasteners, clips, wire forms, brackets, and terminals from strip, round wire, or flat wire. Shown below are our Multi-Slide capabilities:
- Material Thickness: 0.001" to 0.050"
- Width: Up to 1-1/2"
- Developed Length: Up to 8-1/2"
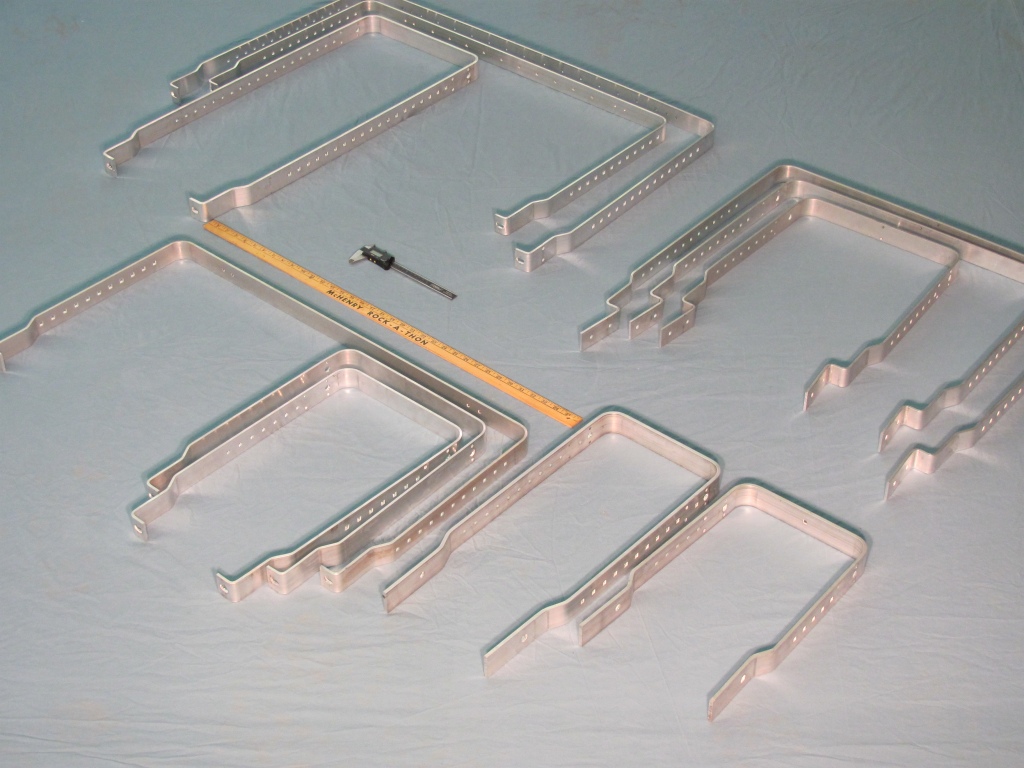
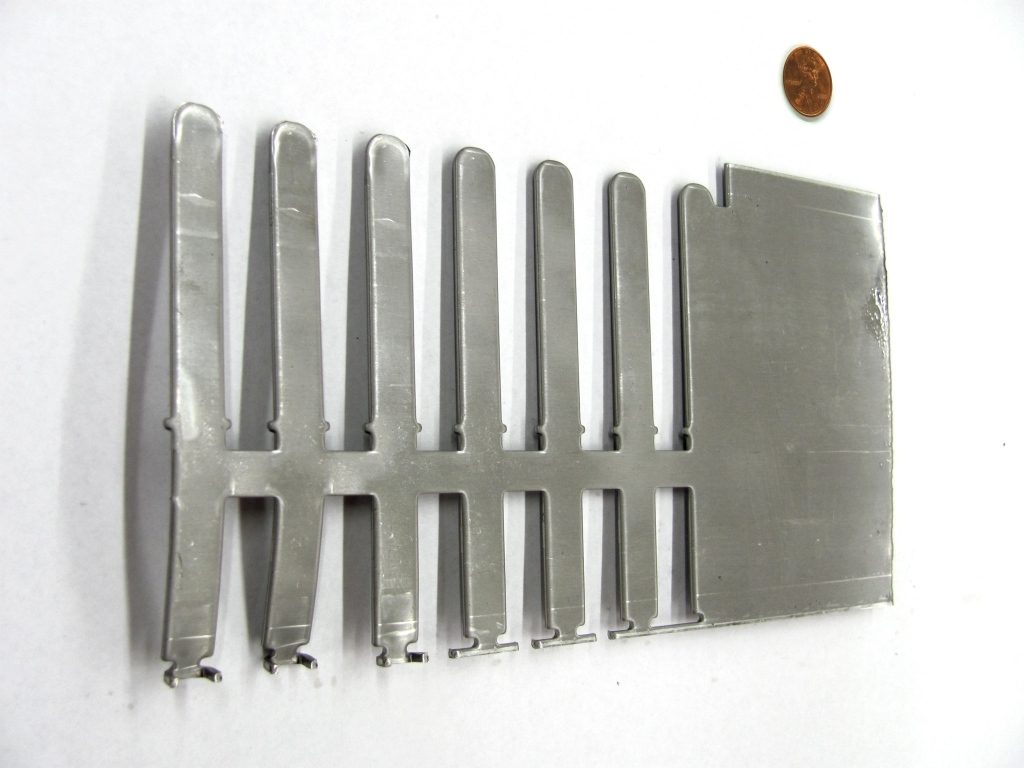
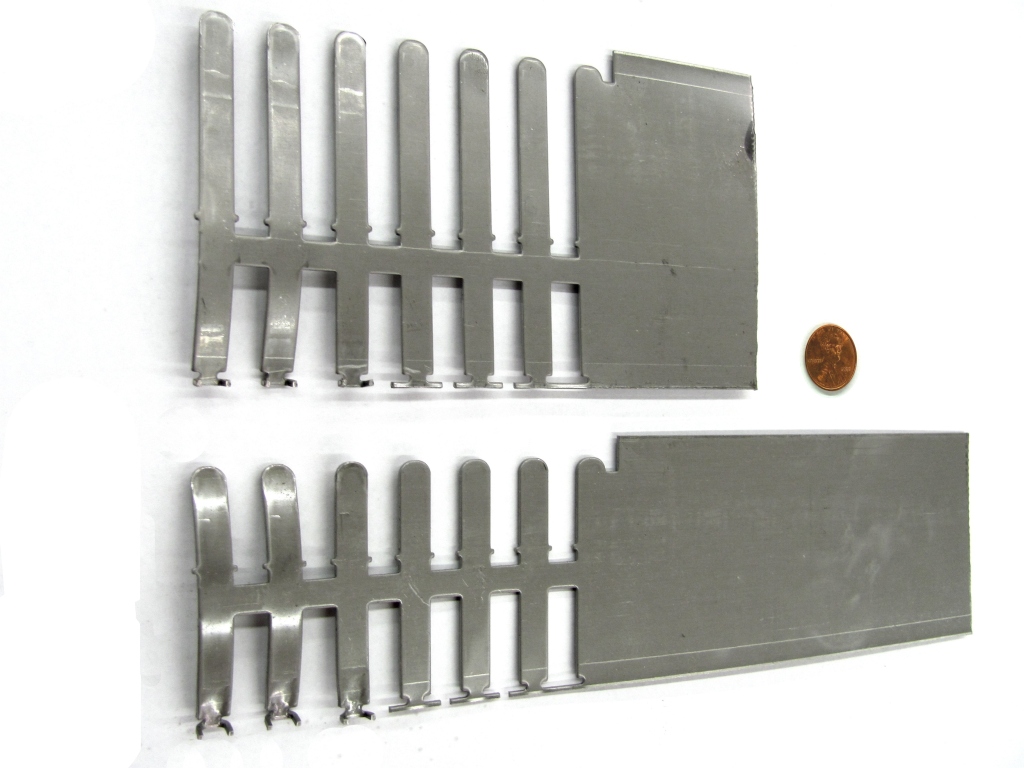
● FLEXIBLE TOOLING
Flexible Tooling uses a single tool to produce multiple parts having the same basic geometry but varying features. This is accomplished by moving or changing out components within the tool.
We have experience designing flexible tooling for families of parts that reduces tooling costs, changeover time, and scheduling problems. The tooling cost savings can be significant for a large family of parts. For example, the 13 parts shown here were run in a single, 4 station tool, saving the customer the cost of purchasing 13 separate tools. It is crucial to know all anticipated part configurations before designing a Flexible Tool so that all required features can be taken into account in the initial tool design.
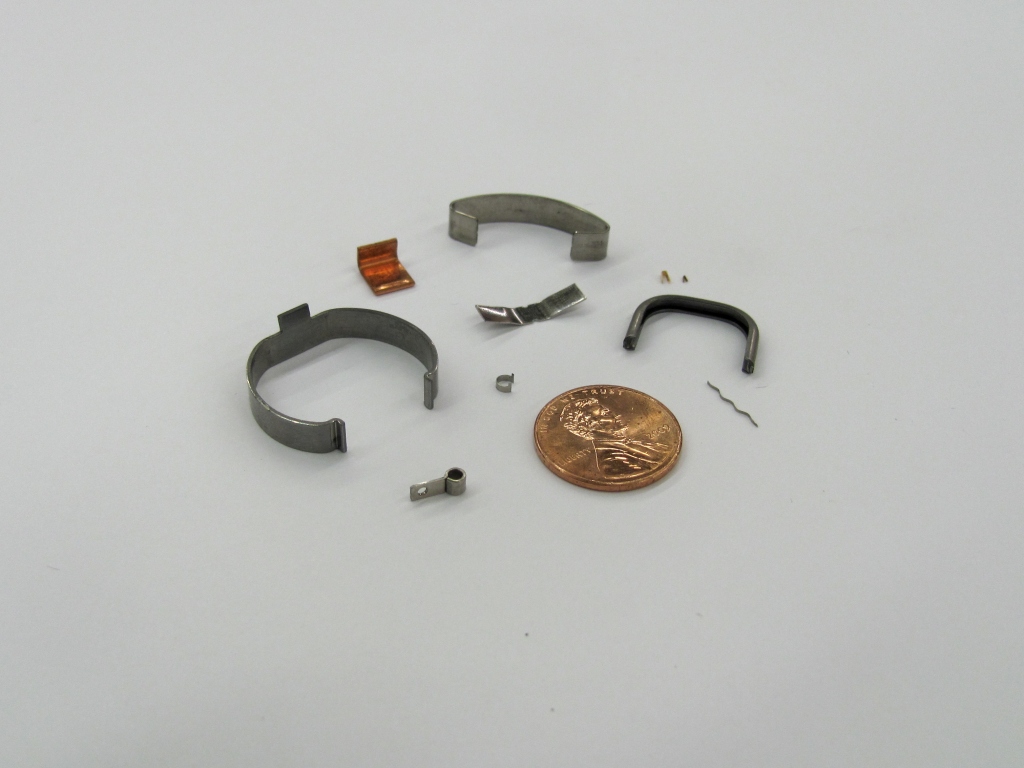
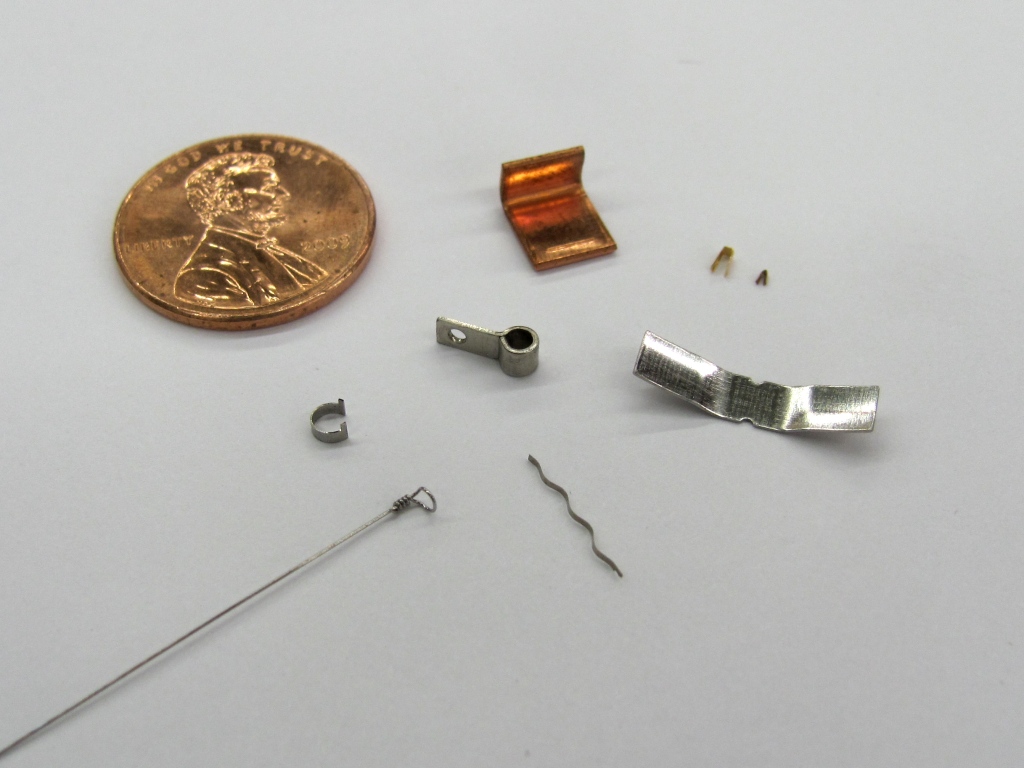
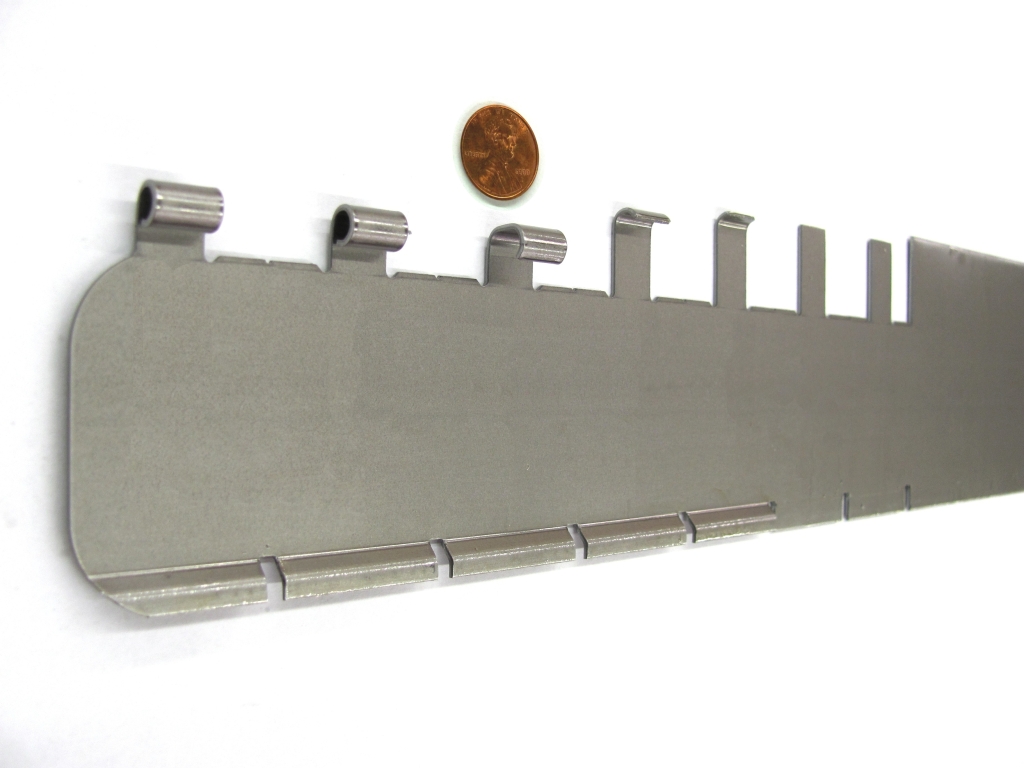
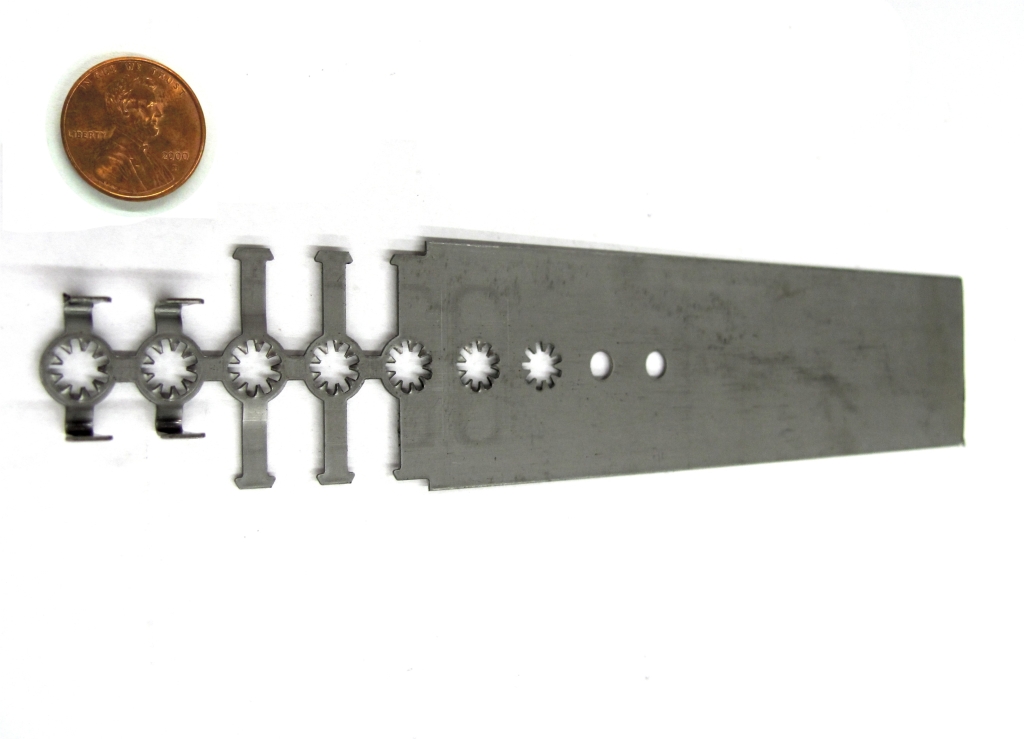
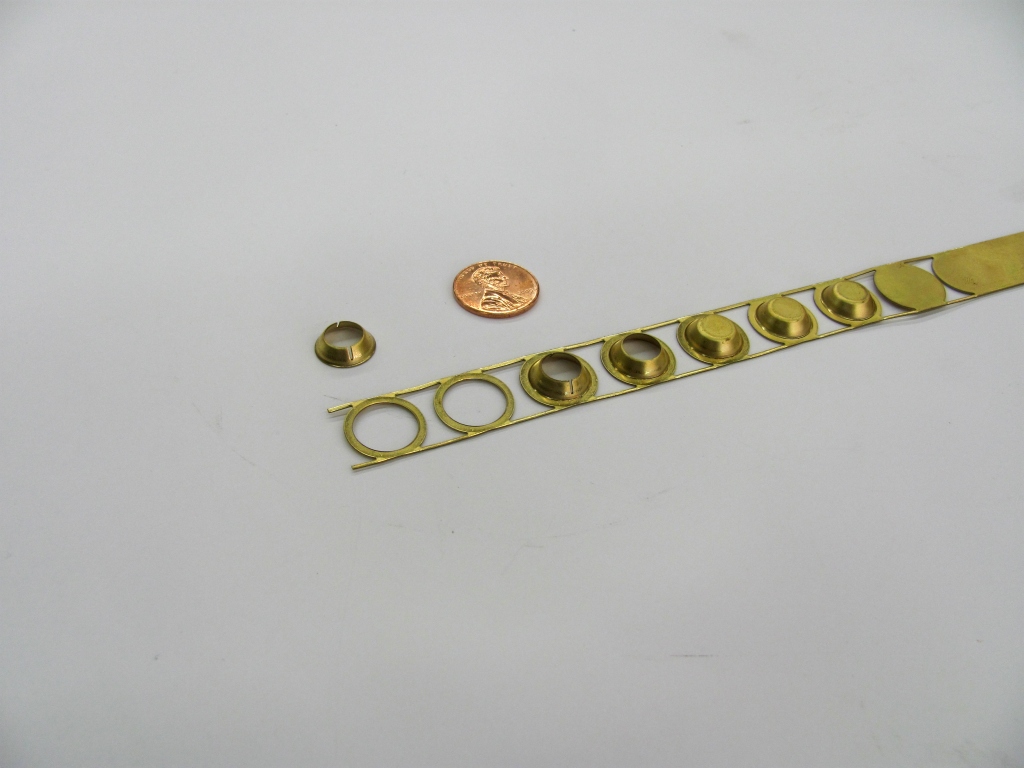
● MINIATURE STAMPINGS
Miniature Stampings are extremely small parts that require specialized techniques for forming, tooling development, and part inspection. Standard forming principles do not always apply to very thin material or extremely small features due to material property changes at small scales. Parts having an outside diameter or length of less than 1/4" are considered miniature, and generally require precise methods to stamp and inspect. We at ADM Industries have experience forming parts down to 0.001" thickness, 0.020" wide, and 0.090" long.
● STAMPING MATERIALS
We do not limit ourselves to any specific part materials, but are able to work with any material required for the project. We work with customers to find the best material for their project — even exotic materials — and can assist with finding required material specifications. We have metal forming knowledge with many materials, including but not limited to: 300 series stainless, 400 series stainless, ph grade stainless, aluminum, brass, copper, nickel, CR steel, spring steel, beryllium copper, and titanium. For a complete list of materials we have experience with, visit our materials list.
Metal formed parts can be made from various material forms such as coils, flat wire, laser cut blanks, strips from sheet, shaped wire, round wire, and tubing. Depending on the configuration of the part, geometry of the part, the material availability, the required stamping techniques, and the equipment required, ADM Industries will utilize our extensive network of material suppliers to determine and locate the most effective material form for the project.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}